想要全方位体验【荆州】【本地】法兰毛坯-【锻造法兰毛坯】匠心打造产品的魅力?不妨点击我们精心打造的视频,它将用更直观、更动人的方式展现产品的精彩之处。
以下是:【荆州】【本地】法兰毛坯-【锻造法兰毛坯】匠心打造的图文介绍
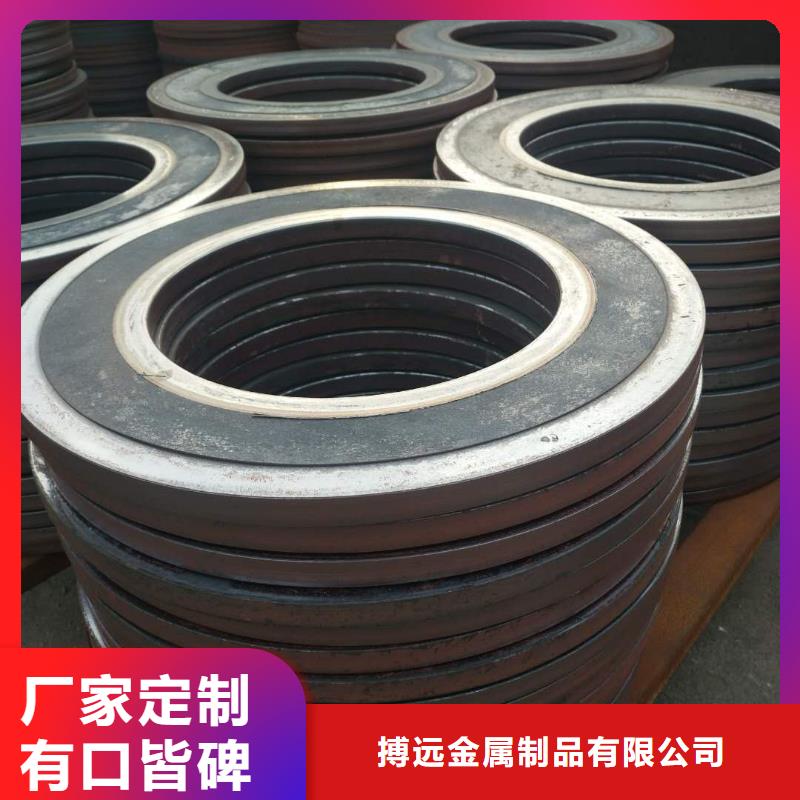
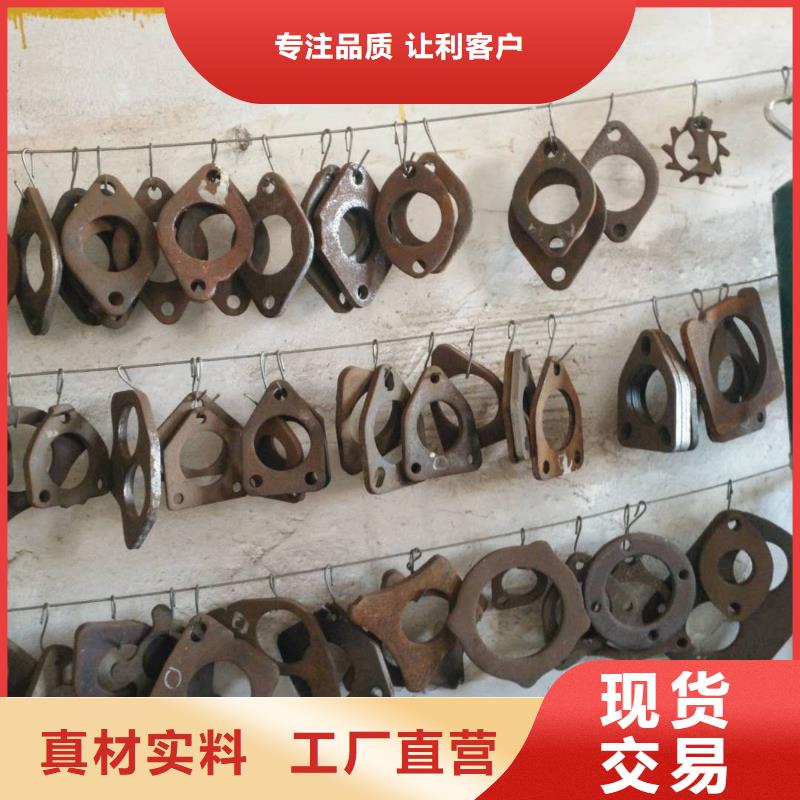
荆州锻造法兰毛坯
搏远金属制品有限公司
荆州锻造法兰毛坯的详细介绍
放心选购源厂供货


压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009

厂家直营大型工厂甄选荆州锻造法兰毛坯原材料无中间商

规格多样多种荆州锻造法兰毛坯规格可选满足客户多种需求

加工定制来图来样可根据您的需求定制荆州锻造法兰毛坯

贴心售后荆州锻造法兰毛坯发货迅速多年行业经验值得信赖




 扫一扫
扫一扫





