



 扫一扫
扫一扫
9Cr2MoV合金钢板用什么方式切割比较合适
并不是等离子切割比火焰切割更先进,而是等离子切割可以利用普通大众的切割需求。特别适用于钣金切割。其实也是数控切割机,火焰的切割精度比等离子的要高,因为火焰切割没有沟槽的问题。但是火焰切割不能切割有色金属,如上所述,火焰切割不能切割过薄的钢板。所以理论上等离子体只能切割厚度小于50mm的钢板
对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺最适合您的应用。
9Cr2MOV钢板氧气切割
氧气炬或火焰切割是迄今为止用于中碳钢的最古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
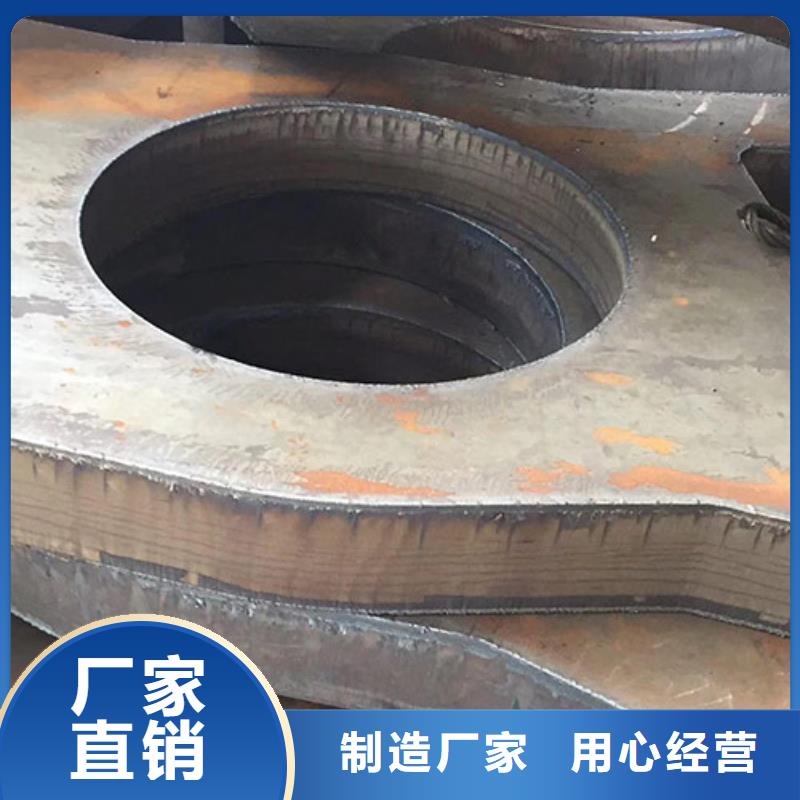
9Cr2MOV合金钢板等离子切割异形件
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从最小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。
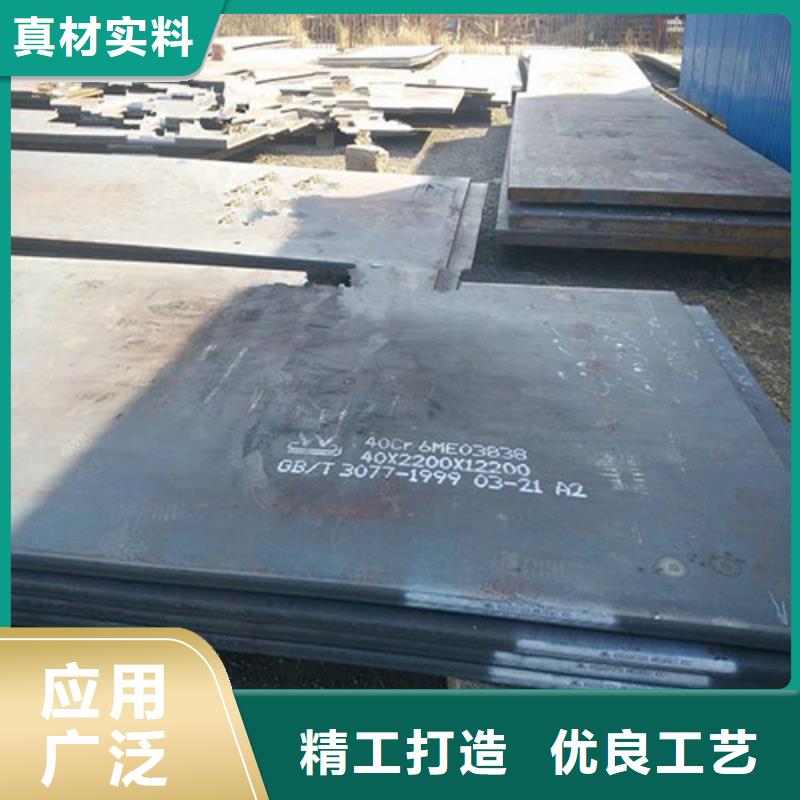
 钢板9Cr18圆钢品质服务】")
钢板切开有几种方式:气割、火焰切割、等离子切割、数控切割等
预热切开:防备钢板切开裂纹最有效的办法,就是在切开前进行预热。在进行火焰切开前,钢板通常都要预热,其预热温度凹凸首要取决于钢板质量等级和板厚,见表2.预热办法可选用火焰烧枪、电子加热垫进行的,也可以运用加热炉加热。为断定钢板预热效果,应在加热点被面测试所需温度
1、钢板切开办法适用于冷切开和热切开。冷切开包含有水射流切开、剪切、锯切或磨料切开;热切开包含有氧气燃料火焰切开(以下简称“火焰切开”)、等粒子切开和激光切开。
2、切开办法:通过相关工艺实验,皇冠比分网把握钢板各种切开办法的一般特性和切开厚度范围。
3、高等级钢板的火焰切开办法与一般低碳和低合金钢的切开相同简单,在切开耐候厚板时,需要留意!!!跟着钢板厚度和硬度的增加,切开边部呈现裂纹倾向加大。为避免钢板切开裂纹的发生,切开时应遵从以下主张:
切开裂纹:钢板切开裂纹类似于焊接时发生氢致裂纹,假如钢板切边发生裂纹,将会在切厚48小时至几周内才呈现。因而,切开裂纹属于延迟性裂纹,钢板厚度和硬度越大,呈现切开裂纹就越大。
钢板的首要应用领域
钢板首要用于铁道、车辆、桥梁、塔架等长期暴露在大气中运用的钢结构。用于制造集装箱、铁道车辆、石油井架、海港修建、采油渠道及化工石油设备中含硫化氢腐蚀介质的容器等结构件。
钢板钢板由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有优质钢的强韧、塑延、成型、焊割、磨蚀、高温、疲惫等特性;耐候性为普碳钢的2~8 倍,涂装性为普碳钢的 1.5~10 倍,能减薄运用、裸露运用或简化涂装运用。
该钢板种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、运用者获益。
钢板一般选用精料入炉-锻炼(转炉、电炉-微合金化处理-吹氩-LF精炼-低过热度连铸(喂入稀土丝)-控轧控冷等工艺道路。在锻炼时,废钢随炉料一起参加炉内,按常规工艺锻炼,出钢后参加脱氧剂及合金,钢水经吹氩处理后,随即进行浇铸,吹氩调温后的钢水经连铸机铸成板坯。因为钢中参加稀土元素,耐候钢得到净化,夹杂物含量大为削减。
耐候性为普碳钢的2~8倍,涂装性为普碳钢的1.5~10倍,能减薄运用、裸露运用或简化涂装运用。该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、运用者获益。
钢板产品供制造集装箱、铁道车辆、石油井架、海港修建、采油渠道及化工石油设备中含硫化氢腐蚀介质的容器等结构件。
 钢板9Cr18圆钢品质服务】")
 钢板9Cr18圆钢品质服务】")
 钢板9Cr18圆钢品质服务】")
聚贤丰汇专注钢板切割、钢板下料、中厚钢板加工、特厚钢板零割,最常见的切割方式是哪一种,火焰切割设备成本低,是钢板切割厚金属板 经济有效的手段,但在薄板切割方面有其缺点。与等离子体相比,火焰切割的热影响区更大,热变形也更大。为了准确有效的切割,操作人员需要有高超的技术来避免金属板材在切割过程中的热变形。
火焰切割方式有两种:火焰切割和切割机切割。
气割,切割炬又称火焰枪。使用不同的气体,结构也不同。常用的是氧乙炔炬。乙炔压力为0.01~0.12mpa,氧气压力为0.50~1.0MPa。两种气体通过各自的通道在火焰枪中混合燃烧。火焰的大小和性质可以调整。通常采用手动手持火焰枪切割轧制后的大管坯和板坯,或对钢材矫直后的缺陷进行补充切割。
切割机切割,它由割炬、定径机构和割缝清洗装置组成,其工作原理类似于火焰枪。定长机构有机械式、脉冲式、光电式,可实现自动定长。分切清理装置是专门用于清理粘在分切口上的残留物,以防止影响钢材的表面质量。清洗方法是用刮板将粘渣刮掉,再用一组高速旋转的尖锤将粘渣和毛刺敲掉。火焰切割机主要用于连铸机后坯的在线切割设备,切割大断面坯、板坯、管坯,切割厚度大于50mm的成品钢板。
火焰切割常用的有乙炔、丙烷、液化气、焦炉气、天然气等。考虑到污染、能源消耗和成本比,天然气是最适合切割的天然气。但是天然气也有其局限性,即火焰温度不高,导致切割效率不如乙炔。为了弥补这一缺陷,大多数天然气切割厂家选择在天然气中添加增效剂来提高火焰温度和切割效率。包钢和中铁山桥集团使用的是掺有申奇添加剂的协同天然气。包钢生产的中厚板因其平整度而被文昌卫星中心工程标准化。中铁山桥集团使用的协同天然气是珠港澳大桥建设的前期准备。因此,参芪加气的效果是非常显著的。
1.检查现场是否符合安全要求,切割炬、氧气瓶、乙炔瓶(或乙炔发生器、防闪器)胶管、压力表是否正常,按操作规程连接气割设备。
2.切割前应先将工件拉平,工件下方应留有一定间隙,以方便去除氧化铁渣。切割时,为防止操作者被飞溅的氧化铁渣烫伤,必要时可加挡板。
3.通过点燃火焰检查空气管路,并适当调整预热火焰。然后打开切割氧阀,观察切割氧流量的形状(即风线)。风线应该是直线的、清晰的、长度合适的圆柱体。只有这样才能使工件切口的表面光滑、干净,宽度一致。如果空气管路不规则,应关闭所有阀门,切割喷嘴的内表面应用针或其他工具进行修整,使其光滑。
4.把氧气调到所需的压力。对于喷射式割炬,要检查割炬是否有喷射能力。检查方法是先拔出乙炔油
氧气,等离子体,激光或水射流
中碳钢板的钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合钢板切割厚钢板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的准确度高,有的准确度低。
氧气钢板切割。然而,就钢板成型和钢板切割而言,绝大多数操作都是在厚度达12英寸的钢板上进行的。
 钢板9Cr18圆钢品质服务】")
 钢板9Cr18圆钢品质服务】")
 钢板9Cr18圆钢品质服务】")
聚贤丰汇金属材料有限公司是一家销售 南昌45#圆钢、的厂家。主要产品有: 南昌45#圆钢、。公司一贯坚持“用户至上,信守合同”的宗旨,凭借着高质量的产品,良好的信誉。竭诚与国内外商家双赢合作,共同发展,共创辉煌!我公司组织优秀人才、引入先进设备开发研制 南昌45#圆钢、。本公司依靠雄厚的实力及的队伍,一直致力做优良的 南昌45#圆钢、:1.贴心的服务,解决客户难题,实现一站式采购。2.销售,提供性价比教高的产品。3.良好的原产地优势,以及便利的交通,让我们能够快捷的满足客户要求。在竞争日趋激烈的,公司在各地同仁的大力支持下,立信于心的经营理念,本着做商先做人的态度,全心全意为客户服务,努力做到质量好,效率高,价格优,服务棒。
 钢板9Cr18圆钢品质服务】")
技术支持:k797.com